平板
PINGBAN
01.大理石平板
大理石拉锯荒料切割→(背网)→(粗磨)→(正面刮胶)→磨光(酸洗、喷砂、荔枝面等)→切边→排版(补胶)→再加工→检验→防护→包装

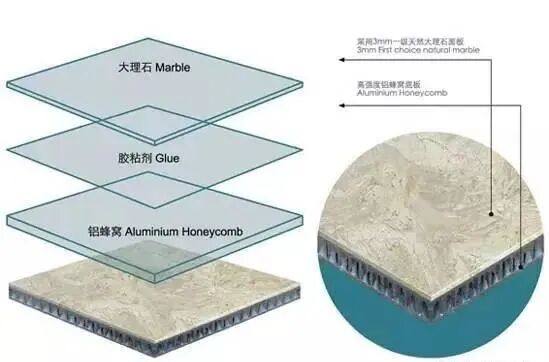
02.大理石复合板
大理石拉锯荒料切割——面板、底板切边(标准规格、厚度20毫米以下的加余量8毫米、多规格及厚度超过20的加余量15毫米)→粘接→对剖→定厚(粗磨)→正面刮胶→磨光(酸洗、喷砂、荔枝面等)→切边(标准规格、厚度20毫米以下的双刀切,多规格及厚度超过20的单刀切)→排版(补胶)→再加工→检验→防护→包装
03.大理石薄板(非标准规格)
大理石拉锯荒料切割→双面背网→对剖→定厚(粗磨)→正面刮胶→手扶磨磨光→切边→排版(补胶)→再加工→检验→防护→包装

04.花岗岩平板
圆盘锯(砂锯)荒料切割→磨光(火烧、斧剁、荔枝面、喷砂等)→切边→排版→再加工→检验→防护→包装
05.花岗岩薄板(非标准规格)
圆盘锯荒料切割→定厚→手扶磨磨光→切边→再加工→检验→防护→包装

石材研习社,石材在线学习平台,欢迎您的关注
06.花岗岩薄板(标准规格)
圆盘锯荒料切割→流水线生产→检验→防护→包装
p1
平板再加工
(1)背倒(按照一定的角度和尺寸在石材的背面沿边切割)——由切边机执行即可。
(2)正倒(按照一定的角度和尺寸在石材的正面沿边切割)——5*5以上的由切边机执行、手加工拼接,5*5及以下的由手加工执行,需要磨光的由手加工执行。
(3)正开槽(按照一定的深度和宽度在石材的正面沿边或以一定角度切割U型、V型或半圆槽)——切边机执行,手加工打平拼接,需要磨光的由手加工执行。
(4)背开槽(按照一定的深度和宽度在石材的背面沿边切割)——切边机执行,需要磨光的由手加工执行。
(5)侧边磨光(对板的侧边进行磨光)——同规格有多片的可由手扶磨夹在一起磨光,规格较杂的由手加工执行。
(6)切角(按照一定角度,在板的正面进行切割,使板面成特定的几何形状)——直线形状由切边机执行,如果有曲线边则由手加工或水刀执行。
(7)开孔(在板面开各种几何形状的孔)——根据需要可分别通过钻床、水刀或手加工完成。
(8)粘边(为使板边厚度复合特殊要求,而在板的正面或背面沿边粘贴长条型板材)——手加工执行
(9)半圆边、1/4圆边、鸭嘴边、法国边等(按照客户特殊要求在板边加工特定形状,增强装饰效果)——特定造型磨轮加工——手加工打平、拼接、磨光
(10)拼花(用多种颜色的石材拼成一定的平面图案)——水刀切割——手加工拼装、粘接——手扶磨重磨光
弧板
HUBAN
01.大理石弧板
桶锯或绳锯加工毛胚→(定厚)→正面刮胶→手持磨机磨→光(酸洗、喷砂等)→切边机切边→排版(补胶)→再加工→检验→防护→包装

02.花岗岩弧板
桶锯或绳锯加工毛胚→(定厚)→手持磨机磨光(斧剁、火烧、喷砂等)→切边机切边→排版→再加工→检验→防护→包装

线条
XIANTIAO
01.大理石直线条
圆盘锯或大理石拉锯切割荒料→切边机切毛胚→仿形线条机造型→手加工拼接再造型→(正面刮胶)→手加工磨光(酸洗、喷砂等)→排版(补胶)→切边机切头→检验→防护→包装

02.大理石弧形线条
圆盘锯或大理石拉锯切割荒料→切边机切毛胚→手加工造型→(正面刮胶)→手加工磨光(酸洗、喷砂等)→排版(补胶)→切边机切头→检验→防护→包装

03.花岗岩直线条
盘锯切割荒料→切边机切毛胚→仿形线条机造型→手加工拼接再造型→手加工磨光(火烧、斧剁、喷砂等)→切边机切头→检验→防护→包装

04.花岗岩弧形线条
圆盘锯切割荒料→切边机切毛胚→手加工造型→手加工磨光(火烧、斧剁、喷砂等)→切边机切头→检验→防护→包装

圆柱
YUANZHU
01.大理石圆柱
圆盘锯切割荒料→车床粗车造型→表面刮胶→车床磨光(酸洗、喷砂等)→排版(补胶)→切边机截头→检验→防护→包装

注:表面开槽的手加工执行
02.花岗岩圆柱
圆盘锯切割荒料→车床粗车→车床磨光(火烧、斧剁、喷砂等)→切边机截头→检验——防护——包装注:表面开槽的手加工执行

加工过程
JIAGONGGUOCHENG
整形

大切

晒板

补洞

加筋

背网

背网上胶

补面

磨光

包装

入库

机加工程板

异形加工

排板编号

包装




 请登录
请登录










