
狂野又高级的石材自然面原来是这样加工的!
2021-06-23
自然面这样加工的?
“自然面石材指的是没有经过任何处理自然形成的面,如板岩的板理、花岗岩的节理等。
但市场上所说的自然面是指劈裂、敲击、断裂后形成的自然起伏的面,也称自然劈裂面或劈裂自然面。”
 图1
图1
文中的这段话高度阐述了自然面的加工工艺原理,但仅凭这段话石材人要懂得自然面究竟是如何加工出来的还是要颇费一些脑筋的,要凭空把自然面产品的整个制造工艺过程在脑海中完全建立起来是难以做到的。
小编撰写此文全面阐述自然面加工的工艺。
自然面产品来源有两种,一种是矿山开采时产生的自然面产品,另种来源是工厂加工的自然面产品。图2为矿山开采荒料时在荒料表面形成的自然面。
花岗石早期在开采技术落后的情况下,多采用钻孔,然后在孔内打入铁砧,再对铁砧施以外力将荒料分离,荒料与母体分离后就形成了图2中的自然面。
但这种自然面多有孔,影响自然面的外观效果。后来,随着花岗石开采技术的进步,这种用人工打入铁砧的开采技术因为太原始、落后了基本上退出了花岗石的开采了,取而代之的是劈裂机、气袋分离开采花岗石工艺。
1、矿山劈石机自然面表面加工工艺
矿山劈石机自然面表面加工工艺流程:工作面清理→钻孔→装楔子、楔形片→启动劈石机加压→再加楔片→劈裂
01
|
自
然
面
(1)工作面清理
清理影响作业的各种障碍物,整理作业现场。
(2)钻孔
用钻孔机按孔间距、排距钻孔,深度为待采荒料的高度。
(3)装楔、楔片
把楔片、楔形块装入到劈裂孔中,并固定好。
(4)启动劈石机加压
劈石机将中间楔块通过油缸的推动在两个反向楔块之间向前运动,由内向外释放出极大的能量,将被分裂的物体在一分钟之内按预定方向裂开。
(5)再加楔片
随着劈石的进行,孔逐渐开裂,荒料开始分离,随着裂缝的加大,再加入厚的楔片,直到荒料完全分离。
(6)劈裂
劈裂是将荒料从母体分离成所需要尺寸的荒料。
矿山劈石机劈裂出来的自然面表面是石材最原始的自然面表面,粗犷,装饰性极强,但令人美中不足的是由于劈裂时要在岩石上钻孔才能劈裂,因此劈裂出来的自然面表面可能有孔的痕印。此外矿山劈石机劈出的自然面表面凹凸起伏差异大,很不协调,影响装饰效果。
图2为劈石机作业图;图3为荒料劈裂自然面。
图2

图3
2、工厂自然面加工工艺
工厂加工自然面有两种加工工艺,手工加工自然面工艺,设备加工自然面加工工艺。
02
|
自
然
面
2.1设备加工自然面工艺
2.2设备加工自然面工艺
自然面加工设备:图4为加工大型规格自然面的劈石机;图5为加工中型规格自然面劈石机;图6为加工小块自然面的劈石机。
 图4
图4
 图5
图5
 图6
图6
劈石机加工自然面的工艺流程:
选料→开坯料→分件→调试机器→劈自然面→表面处理→检验→进仓、入库
(1)选料
不是什么材料都能用于自然面的加工。花岗石材料为加工自然面最理想的材料,但并不是所有的花岗石材料都可用于加工自然面,一些材质疏松,大晶斑的的花岗石不太适合加工自然面。
大理石材料由于普遍存在裂纹,不适合用于加工自然面,否则一劈,要么断裂无法劈,要么就被劈得四分五裂成为一堆烂泥。木化石、白沙米黄、葡萄牙米黄、化石米黄、砂岩类料、一些洞石类材料都为上好的加工自然面的材料。
(2)开坯料、分件
将选好的料先开成要加工的厚度尺寸。由于劈自然面的刀具有一定的厚度,在劈自然面时刀具要进入石材内才能劈出自然面的效果,否则的话劈出的自然面不可能有起伏的凹凸面。
因此,确定自然面的加工余量非常重要。自然面的加工余量的确定有其相应的经验公式,按该经验公式确定加工余量,基本上能满足加工自然面的要求。加工余量确定了,自然而然就确定了坯料的厚度。
通常情况自然面加工的订单会给出 t、t1、B的尺寸。t1为自然面最高点到最低点的深度尺寸;t为自然面产品的厚度尺寸。B为自然面产品的高度(宽度)尺寸,它是决定自然面产品坯料厚度的关键尺寸,决定着自然产品的坯料在厚度方向加多少加工余量。
余量取值过大,造成原材料浪费;过小,加工不出自然面的效果,自然面表面出现平头的现象,这是不符合自然面产品的质量标准。厚度取值规范如下:
当B≤200㎜时,开料坯料厚度为t+10;
当200㎜<B≤700㎜时,开料坯料厚度为t+15;
当700㎜<B≤800㎜时,开料坯料厚度为t+20;
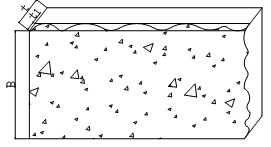
图7
分件就是将开好的坯料按加工单的要求切成规格尺寸的产品。长、高方向不需要加加工余量。
(3)调试机器
依照设备的操作要求调试机器的加工参数。调试劈刀的高度、加工件的固定装置、劈刀的稳固性等。
(4)试劈
在批量加工自然面时,必须先试加工,检验加工出的自然面符合质量要求时,再批量加工。
试劈时的检验主要检验自然面的凹凸起伏是否均匀,自然同表面高处与低处落差不能相差太大,显得不协调。一般落差不要超过30mm以上;自然面表面不能出现大凹坑,大凸包;自然面的四个侧截面基本一致;自然面表面与上下两端面基本垂直,不允许出现过于倾斜的自然面表面。
试劈过程中要注意和观察加工过程中劈断石材的情况,分析原因,找出解决的对策,防止批量性加工自然面时出现大量劈断的情况,减少自然面加工中材料的浪费,为企业创造更多的利润。
自然面加工时最怕的就是断裂,导致材料出材率的降低。因此,加工自然面时对于那些易断裂的大理石必须采取有效的加固措施来防止断裂。大规格的自然面加工最好建议客户更改,因为自然面加工中的破损很大原因是由于加工尺寸过大而造成的。
(5)批量劈自然面
试劈合格后,就可以批量性生产了。
批量生产时,必须每5件检查一次,防止大量产品不合格。
2.2手工加工自然面工艺
手工劈自然面的加工工艺流程:选料→开坯料→分件→画线→劈自然面→表面处理→检验→进仓、入库手工劈自然面的选料、开坯料、分件的几个加工工序与劈石机加工自然面一致,不再详述。
02
|
自
然
面
(1)画线
手工劈自然面画线工作是一个关键工序,决定着加工出来的自然面产品凹凸起伏是否一致;决定着自然面加工好后的侧表面厚度的绝对一致,从而保证了每一件自然面产品相互拼接时在拼接口处不会出现明显的错台。
画线工具为钢片尺、木工笔、素描笔。画线方法如下:
ⅰ:选择长度方向一个侧面,以自然面最低处厚度为线边界,在同一水平线上取两个点并用笔做好标记。
ⅱ:用直尺连接两点,用木工笔或素描笔画出。
ⅲ:从所画线与坯料棱交点画垂直线。同理,再在长度方向另一个侧面的画线,依次再画完高度方向另一个侧面的线。见图8。
(2)劈自然面
固定好待加工料,防止劈自然面表面时料的晃动。握好錾子、锤子,錾子对准线,用力敲向錾子端。沿着线一路敲去,直到线的末端。
大规格的自然面表面产品需要分两次敲,敲好一侧后翻过来敲另一侧。
图9为人工敲自然面作业图,图10为敲好的自然面产品。
(3)表面处理
对断裂、崩边、缺角的自然面表面产品修补;对表面白点、白线之处处理;对高低起伏相差大的处理,使高低起伏均匀。
(4)检验
按《自然面表面产品的检验标准》进行检验。
(5)进仓、入库
由相关的人员办理入库进仓手续。
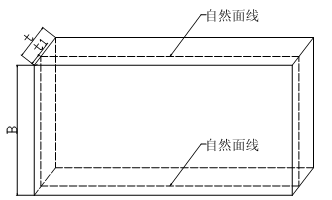 图8
图8
 图9
图9

图10


 请登录
请登录









