石材产品如何套切?几张图教您理清思路
2021-04-02
石材产品加工中套切工艺非常重要,套切不仅可以提高石材的出材率,还可以大大提高石材产品的生产效率。通过文中的一些图帮助读者厘清石材产品是如何套切的?弄明白石材产品套切的方法和注意事项?
1、规格板加工套切
规格板的套切是石材产品加工中最基本的套切的方式,也是最常见的方式。大规格的板与小规格的板配套切,以这种方式提高石材的出材率。图1是规格板切板非常简单的套切图。切图1的产品时如果不套切,只切1400*800的板,那么出材率会非常低,只有31%。当大、小规格尺寸配套切时,出材率就得到了显著的提高,出材率为82%。这就是石材产品加工中套切的最大贡献,意义了。
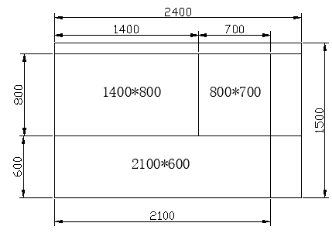
图1
2、异型板加工套切
图2~图4加工直角三角形很常见的套切图。加工时只要沿粗实线切过去得到直角三角形了。图2、图3一剖成两件直角三角形,图4沿AB、CD对角线可以剖成4件等腰直角三角形。以这种套切方式加工直角三角形既可以提高石材的出材率,又可以提高生产效率。
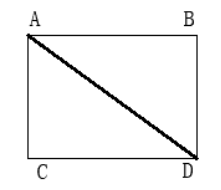
图2
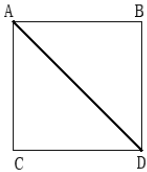
图3
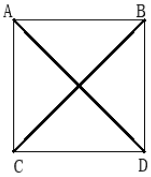
图4
要加工图5的平行四边形产品,可以采用图6共线的方式套切加工。图7为等腰梯形套切加工图。

图5
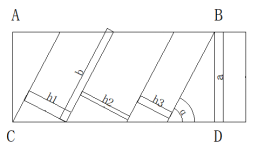
图6
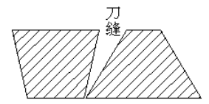
图7
图8为加工直角梯形、直角三角形的套切加工图。
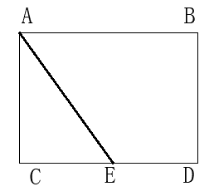
图8
图9为A1掏空阴影部分的洗手台面板图,这种产品加工较多。当遇到还要加工A2、A3、A4、A5、A6产品时,可以采用图9的套切的方式加工。这是异型板加工中常用套切图,尤其是拼花的加工中应用更广。
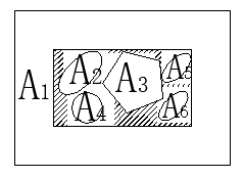
图9
3、拼花加工大套切
图10是拼花加工中很常见的拼花件套切切割图,实用而价值大,应用广。
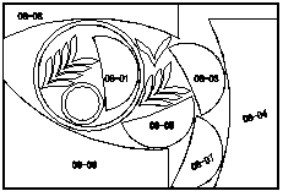
图10
4、拼条加工中的套切
拼条是石材加工中很常见的产品,由于拼条尺寸小,如果不采用套切的方式加工,加工中产品容易断裂,生产效率很低,材料浪费很大。如果采用套切的方式加工,既可以提高石材的利用率,也可以提高生产效率,还可以提高拼条的产品质量。
从图11看,这种拼条如果单件加工,手扶磨打磨抛光效率是很低的,打磨抛光时也容易断裂。改成按图12加工,很显然手扶打磨抛光效率高,不容易断裂了。用图11的方式加工,黄色的小条因为太细长容易断裂,加工难度大。而采用图12的套切加工方式,黄色的条子加宽了,强度提高了,加工中不容易断裂。图13拼条的加工也同此理。

图11
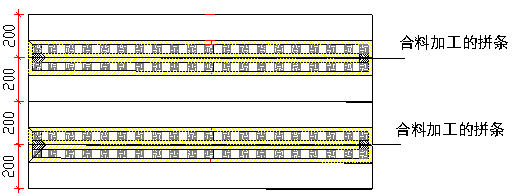
图12
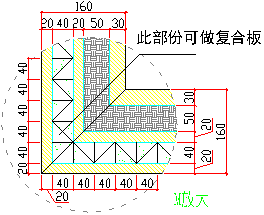
图13
5、圆弧板加工中的套切
图14既可以用于圆弧板异型板套切加工,也可以用于圆弧板的套切加工,应用极广。
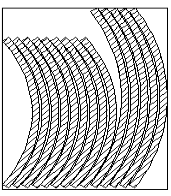
图14
6、线条加工中的套切
图15~图17线条加工中的套切图。线条加工中不少的企业并不懂得用这种套切方式来加工线条,造成材料浪费,也增加了加工时间,加工效率太低。因为从图形看这两款线条如果不采用图中一剖二的开料方式开料,材料浪费大,线条造型的深度深,时间长。如果采用图15、图17的套切方式,材料可以节省将近一半,造型的时间也大大节约,甚至剖出来的坯料可以直接精加工了,造型的效率大幅度提高。
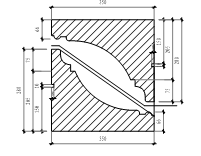
图15
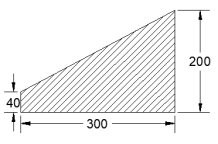
图16
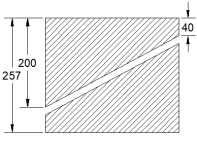
图17
图18为宽度小于50mm的小线条宽度方向套切加工的图,有实用价值。
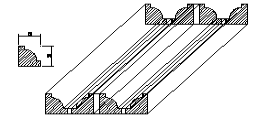
图18
图19为短线条长度方向套切加工图,经常使用。

图19
图20这种套切加工方式非常有趣,很有创新性。将多件线条并列套在一块,再用凹式卡模将线条夹紧加工,并用设备打磨抛光效率很高,改变了小线条用手工打磨抛光的工艺。

图20
7、L型板及L型线条加工中的套切
图21、图22为L型板、L型线条加工的套切加工图。用这种方式加工L型板、L型线条省料、加工效率
高。
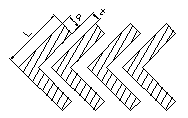
图21
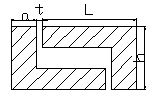
图22
8、切角套切图
图23线条套切切角图,利用共线切角既省石材,一刀切两个角,效率也高。

图23
石材产品加工中的套切远非文中阐述的这些,套切的方式和类型变化多端、种类繁多,本文只是抛砖引玉,只要读者在石材产品的生产加工中多留心、多收集信息,必定可以找到比文中阐述的套切更好的方式、方法。


 请登录
请登录









